
ELECTRO POLISING電解研磨
- HOME
- 電解研磨
電解研磨の仕組みとメリット
「研磨」という言葉からは機械的に金属を磨くイメージがありますが、「電解研磨」は磨くというよりステンレスやチタンなどの表面を溶液中で「溶かしながら滑らかにする」手法です。電解研磨だけでも、材料表面の平滑化や光沢化が可能です。ここでは、研磨技術で業界をリードする「三和産業」がこの電解研磨について解説します
電解研磨とは

機械的研磨では砥石で材料表面を切削しながら凸部を除去するのに対し、「電解研磨」では溶液中で製品に電気を流すことで凸部が優先的に溶解させ表面を平滑化=研磨します。これが電解研磨と呼ばれる技術で、0.01~0.1μm程度の微小な凸凹の平滑化と数μm程度の比較的大きな凸凹の除去が同時に行われることで独特の光沢を得ることが可能。なお、電解研磨の対象となる材料は主にSUS304やSUS316などのオーステナイト系ステンレスやチタンです。
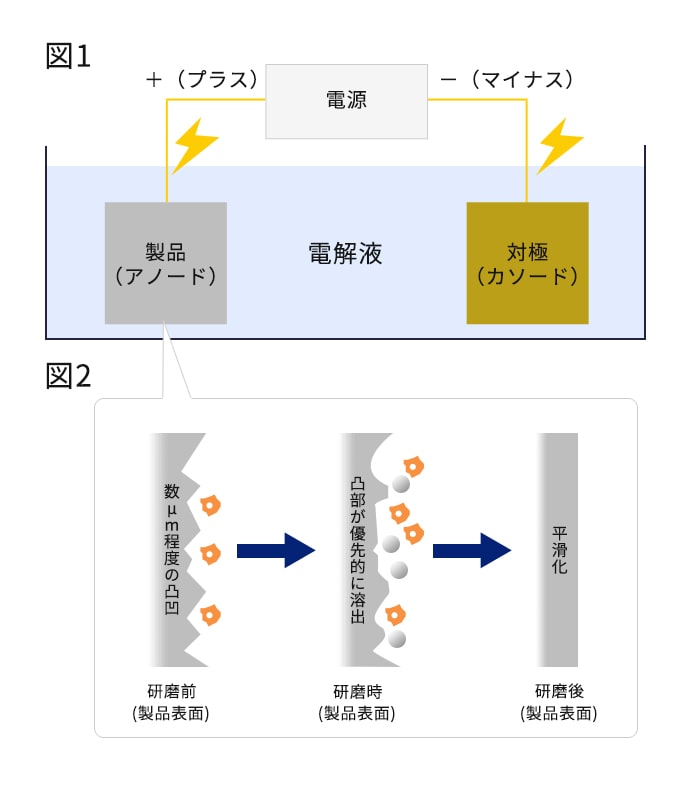
図1
研磨対象物と対極を電解液の中に浸し、電気を流します。
図2
電解による凸部の優先的溶解で平滑化。
三和産業の特許技術(電解研磨)
| 1981年(昭和56) | 独自に「パイプ内面の電解研磨法」について特許出願→1997年1月特許確定登録(特許番号:第2598735号) |
|---|---|
| 1992年(平成4) | 「管板に固着した金属パイプ内面の電解研磨装置」について特許出願→1997年1月特許確定登録(特許番号:第2598735号) |
| 1993年(平成5) | 「鏡板部の電解研磨装置」について特許出願→1999年7月特許確定登録(特許番号:第2946266号) |
| 2002年(平成14) | 「チタン又はチタン合金の電解研磨方法及びそれに用いる電解研磨処理液の振動攪拌装置」について特許出願 |
| 2004年(平成16) | 「チタン又はチタン合金の電解研磨方法とその装置」について特許出願中 |
電解研磨の特徴と用途
特徴
平滑性の向上
凸部が優先的に溶解することで材料表面が平滑化します。
表面の光沢化
材料表面が平滑化することで研磨前にはない光沢が現れます。
不純物の除去
溶解の過程でゴミや加工変質層などが除去されるため残留物による「汚れ」が生じません。
耐食性の向上
従来の不動態酸化被膜より強固な皮膜を形成するため耐食性が向上します。
洗浄性の向上
材料表面の平滑性が高まるため汚れや不純物の沈着が抑制され、洗浄性が向上します。
用途
- 半導体関係装置(精密部品/真空チャンバー)
- 医薬・化学・食品製造装置(サニタリー類/継手/タンク/熱交)
- 粉体装置
電解研磨可能な材料
三和産業で対応可能な加工材質について一覧にしています。
| ステンレス |
|
|---|---|
| チタン |
|
| 合金・炭素鋼・合金鋼 | ハステロイC-22 |
施工別加工材質表はこちら
| 施工する材質は? | バフ研磨 | 電解研磨 | 電解複合研磨 | ||
|---|---|---|---|---|---|
| 鉄材 | ステンレス | SUS303 | ● | ● | |
| SUS304 | ● | ● | ● | ||
| SUS304L | ● | ● | ● | ||
| SUS316 | ● | ● | ● | ||
| SUS316L | ● | ● | ● | ||
| SUS310S | ● | ||||
| SUS329J4L | ● | ||||
| SUS430 | ● | ||||
| SA240 TP340 | ● | ● | |||
| ハステロイ | C-22 | ● | ● | ● | |
| インコネル | I-600 | ● | ● | ||
| カーペンター | C-20 | ● | ● | ||
| 低炭素銅 | ● | ||||
| クロムモリブデン銅 | SCM440 | ● | ● | ||
| 軽金属 | チタン | Ti_2種 | ● | ● | ● |
| Ti_1種 | ● | ● | ● | ||
| Ti_JIS60種 | ● | ● | ● | ||
| アルミ | A5052 | ● | ● | ||
| A2014-T13 | ● | ● | |||
| A2027 | ● | ● | |||
| A3003 | ● | ● | |||
| タフピッチ銅 | C1100 | ● | |||
| 特殊金属 | 純モリブデン | Mo | ● | ● | |
| 純タングステン | W | ● | ● | ||
| 複合処理 | クロムメッキ(前後処理) | ● | アルマイト(前処理) | ● | |